
アライドマテリアルが牧野フライス精機とコラボして、勉強会開催
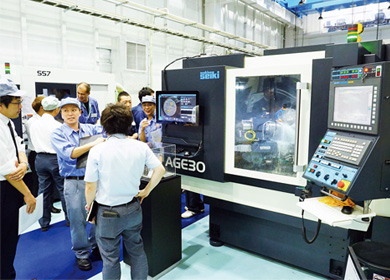
実演加工に見入る参加者
- アライドマテリアルは7月19日、牧野フライス精機本社・工場で、ユーザーおよそ70人を対象に工具研削に関わる「機械」と「砥石」双方の最新技術について勉強会を開催した。
- アライドマテリアルの白石常務は「お客様のワーク、加工する機械、私どもの砥石。この3者が互いを理解してベストな加工をめざすことがものづくり(工具づくり)の基本」とし、協賛し、会場を提供した牧野フライス精機の清水社長も「機械は機械、砥石はお客様次第と完全分業だったが、これからは砥石と機械のシナジー効果を高めるための研究が必要」と応じた。
- 勉強会では、はじめにダイヤモンド砥石の仕様表示、特に勘違いしやすい「粒度・結合度(砥粒と結合剤の結合の強さ)・集中度(砥粒層中のダイヤモンド、CBN砥粒の含有割合)」の諸要素を指摘した後
- ①「最大砥粒切込み深さと接触弧長さ」
- ②「材料除去率」
- ③「研削抵抗~切れ味の指標」
- ④「砥石の回転方向」
- などの基礎研削理論を展開。最大砥粒切込み深さを求める公式も紹介されたが「その値はけっして定量的なものではなく、切れ刃の間隔や砥石の周速度、切込み深さなど加工条件などの項目を変更していけば、砥粒にかかる負荷をコントロールできるのか、それを調べるためのもの」と補足。加工条件がアンバランスになると、砥粒が破砕したり、目こぼれ、目つぶれしたりすることがあると指摘した。
- また、砥石の切れ味を左右する力には被削材を押さえつける力(=法線方向研削抵抗)と被削材を削り取る力(=接線方向研削抵抗)があるが、「前者が重要」とし、値が小さいほど切れ味が良好と判断するという。
- さらに、砥石の回転方向がアップカットの場合、最大砥粒切込み深さが大きく、摩耗量も多く、表面粗さは悪い、チッピングは発生しにくい特徴があるのに対し、回転方向がダウンカットの場合は真逆になると言う。
- その後、牧野フライス精機本社工場内のソリューションセンタに移動して、高精度CNC工具研削盤による加工の様子が披露された。マシンは「AGE30」「SG10」「MG30」「DG30」など5~6軸CNC制御によりワンチャッキングで複数工程の連続加工(自動化)を可能に(したがって、非切削時間を大幅に短縮)するもので、対応工具径はΦ3~Φ25以上までと幅広い。Φ0・05~Φ3の極小径対応機種では「SS7」がある。因みに「SG10」は加工対象工具径をΦ1~Φ10対応した工具研削盤で、省スペース性や俊敏性を向上させたという。このほか、大型ワークの高能率溝加工に対応する「V3」、省スペースの立形円筒研削盤「TAD」(マシン正面での作業となるため、作業の集中度が高まり、パレットの着脱やプログラム操作などに要する段取時間の短縮化につながる)、最新CCDカメラと画像処理技術による高精度工具測定装置「procam」等が関心を誘った。一般的な工具測定装置では困難とされるΦ0・2以下のワークでも測定が可能と言う。

アライドマテリアルの白石常務

機械と砥石とのコラボレーションは非常に重要だ

牧野フライス精機のソリューションセンターを見学した

牧野フライス精機の清水社長